Подготовка деталей к пайке
Содержание:

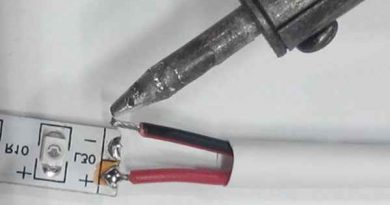
Важным этапом пайки является подготовка деталей. В зависимости от способа соединения, детали подгоняются друг к другу и зачищаются. Затем происходит удаление оксидов и лужение.
Процесс, при котором осуществляется удаление с поверхности металлов окалины и ржавчины называется травлением. Температура травления, как и составы, применяемые для этих целей, могут быть разными.
Подготовка деталей к пайке
Чаще всего травление деталей перед пайкой осуществляется в соляной и серной кислоте. Для этих целей деталь помещается в кислотоупорную емкость, которая наполовину заполнена вышеперечисленными компонентами.
Для травления серной кислотой необходима температура не менее 60 градусов, в то время как для травления соляной кислотой, ниже, порядка 40 градусов. При травлении очень важно чтобы оксиды, находящиеся на поверхности металла, растворились как можно быстрей.

Если нужно очистить не всё изделие целиком, а лишь место пайки, то целесообразней будет использовать 15% раствор соляной кислоты, который наносится кисточкой на спаиваемую деталь. Снятие ржавчины с поверхности металлов производится специальными травильными пастами.
Кроме всего прочего, перед пайкой важно очистить металл и обезжирить его поверхность. Для обезжиривания допускается использовать бензин, а также следующие составы:
- Для обезжиривания стальных деталей — тринатрийфосфат, углекислый натрий и едкий натр, а также жидкое стекло. Время обезжиривания 30 минут при температуре 70 градусов;
- Для обезжиривания медных деталей и сплавов из меди — хозяйственное мыло, едкий натр и жидкое стекло. Время обезжиривания деталей 5 минут при температуре 60 градусов;
- Для обезжиривания алюминиевых деталей — тринатрийфосфат и едкий натр, а также жидкое мыло. Температура обезжиривания 60 градусов, время 5 минут.

После обезжиривания детали промываются в горячей и холодной воде.
Способы соединения деталей
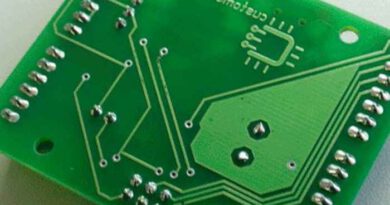
Существует достаточно много способов соединения спаиваемых деталей друг с другом. Это и в нахлёстку, и ступенчатым швом, угловым соединением, гребёнкой, в стык и фланцевым соединением.

Прочность паяных деталей во многом зависит от площади спаиваемых поверхностей. Поэтому к выбору способа соединения заготовок нужно подойти осмотрительно. Наиболее прочным получается паяное соединение гребёнкой и в нахлёстку.
Соединение в тавр применяется достаточно редко, поскольку вместо него чаще всего используется угловое соединение спаиваемых деталей. В таком случае заметно увеличивается площадь соединяемых поверхностей.

Для пайки изделий из листового металла, чаще всего применяется замковое соединение. Такое соединение обеспечивает полнейшую герметичность шва.
После обезжиривания детали соединяются друг с другом одним из выбранных способов и надежно фиксируются струбцинами. Очень важно чтобы после фиксации не нарушалось правильное расположение заготовок, поскольку это гарантирует аккуратное и качественное место спая.