Техника выполнения сварных швов
Содержание:

Под техникой выполнения сварных швов подразумевается ряд важных процессов, начиная с инициализации сварочной дуги и заканчивая её разрывом. Зажигание и удержание дуги — это один самых сложных моментов для начинающих сварщиков.
Зажигание и повторное возбуждение сварочной дуги осуществляется каждый раз при обрыве. Порой новичку сложно удержать правильную длину дуги и повторно поджечь электрод из-за того, что он так и норовит прилипнуть к металлу.
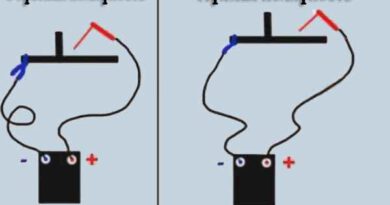
Возбуждение сварочной дуги может происходить двумя способами: чирканьем и постукиванием конца электрода о металл. При этом движения электродом должны быть легкими с его моментальным отводом вверх на расстояние в 2-4 мм.
Какую длину сварочной дуги удерживать
Особое внимание при сварке необходимо уделять правильной длине дуги. Именно длина дуги формирует характеристики будущего шва, влияет на его свойства и внешний вид. Можно смело сказать о том, что именно от длины сварочной дуги во многом и зависит качество сварки.

Короткая дуга позволяет получить высококачественное сварное соединение. Достигается это благодаря тому, что при короткой дуге металл проходит минимально возможный отрезок времени, попадая максимально быстро в сварочную ванну.
Таким образом, при короткой дуге наплавленный металл не успевает окисляться и азотироваться. Однако чрезмерно короткая дуга может стать причиной прилипания электрода к металлу, и это требуется учитывать при возникновении данного рода проблемы.
Чем плоха длинная сварочная дуга
На длинной дуге электрод горит с характерным треском. Горение дуги нестабильное, дуга грозит оборваться в любой момент. Тут же возникает риск возникновения прожогов, а также заметно портится качество сварного соединения, шов получается бесформенным и некрасивы.

Поэтому варить лучше всего на короткой дуге, длина которой не более 4 мм.
Повторное возбуждение сварочной дуги
Как видно, длина сварочной дуги сильно влияет на качество сварки и сам процесс. Если в момент сварки дуга погасла, то её нужно тут же повторно инициализировать. При этом чтобы не испортить внешний вид сварного соединения и не навредить его характеристикам, следует использовать специальную технику повторного возбуждения сварочной дуги.

Для этих целей достаточно поджигать сварочную дугу начиная с передней кромки кратера. Как только сварочная дуга инициализирована, она тут же переносится на противоположную кромку, где был недавно наплавлен металл, а затем опять возвращается вперед, по направлению в сторону сварки.

Такой подход к повторному розжигу сварочной дуги позволяет сохранить прочность и надежность соединения, а также не навредить внешним характеристикам шва. В противном случае, на соединении появятся высокие наплывы или наоборот, останутся углубления, которые испортят весь внешний вид сварного соединения.
Положение и перемещение электрода при сварке
В процессе сварки электродом осуществляются поступательно-колебательные движения в сторону сварочной ванны. При этом важно сохранить одинаковой скорость перемещения электрода и длину сварочной дуги. Скорость движения электрода должна быть такой же самой, как и скорость его плавления.

Скорость плавления электрода зависит от таких параметров, как диаметр электродного стержня, величина сварочного тока и вид соединения. Чем быстрей скорость плавления электрода, тем меньше выпуклость сварного шва.

И наоборот, неровный сварной шов с большой выпуклостью говорит о чрезмерно низкой скорости перемещения электрода при сварке.