Варим тонкий металл так, чтобы не прожечь
Содержание:

Счастливые обладатели сварочных аппаратов часто сталкиваются с такой проблемой, как прожоги тонкого металла. Чаще всего при выполнении работ по дому приходится сваривать профильную трубу или тонкие листы стали, например для того, чтобы сделать мангал.
Как раз вот тут и возникают различные проблемы, но чаще всего это дыры в металле из-за неправильно подобранного сварочного тока и других ошибок. Также нередко металл деформирует, и выровнять его потом попросту невозможно.
Как варить тонкий металл, чтобы не повело? Что нужно понимать и какие ошибки чаще всего допускаются начинающими сварщиками? Читайте в данной статье.
Ошибки, которые допускаются при сварке тонких металлов
В первую очередь следует рассмотреть ряд грубых ошибок, которые допускаются теми, кто купил сварочный аппарат, так сказать «для себя» и не является сварщиком. Чаще всего прожоги допускаются из-за этих, самых распространённых ошибок.

Ошибки при сварке:
- Выбираются электроды больших диаметров. Это первая ошибка, из-за которой никак не получается заварить тонкую жестянку;
- Ошибки при подборе сварочного тока, тока больше чем нужно;
- Слишком медленное перемещение электрода при сваривании тонких металлов;
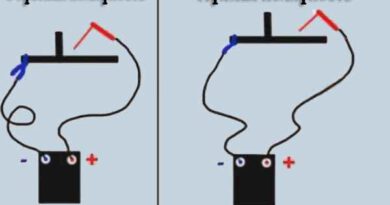
- Сварка на прямой полярности. Следует знать, что тонкий металл варят на обратной полярности. Температура нагревания металла, таким образом, существенно меньше, чем на прямой полярности;
- Подобраны «плохие» электроды.

Как видно, существует достаточно много ошибок, которые допускаются при сварке тонких металлов.
Какими электродами варить тонкий металл
Для сварки тонких металлов, профильной трубы и т. д., лучше всего использовать только подходящие по диаметру электроды. Многие допускают одну критическую ошибку и варят любой металл электродами 3 мм. Однако зачем создавать себе проблемы, когда в продаже существуют электроды и 2 мм, и даже меньше по диаметру.

Таким образом, для металла толщиной до 3 мм, целесообразно использовать электроды 1,6-2 мм диметром. Всё что больше можно варить электродами 3-4 мм. Кроме того, для сварки тонкого металла лучше всего воспользоваться электродами MP-3С, которые допускается использовать как с переменным, так и с постоянным током.
Подбираем правильно сварочный ток
В подборе сварочного тока и настройке аппарата для сварки нет ничего сложного. Определившись с нужным диаметром электродов, можно определить, какой правильный ток сварки нужен в том или ином случае.
Для сварки электродами 1,6-2 мм, нужен сварочный ток от 30 до 80 Ампер. Чтобы варить электродами 3-4 мм по диаметру, необходим сварочный ток от 80 до 150 Ампер.

При этом чтобы не прожигался металл, следует, как было сказано в начале статьи, варить на обратной полярности. Для этого к электроду подводится плюс, а к свариваемому металлу минус.
Ну а теперь что касается деформации металла. Чтобы этого не произошло, сначала целесообразно приваривать металлы точечно, заодно выставляя и фиксируя заготовки тем самым. Недопустимо варить сразу сплошным швом, так как тонкий металл тут же ведёт и деформирует от большой температуры.